The Missing Link in Reconnecting the Supply Chain
By Dave Sweet, President of MECCO
Like the seas that carry ships from port to port, global supply chains have always been volatile. When we were dealt a global pandemic in 2020, followed by a whirlpool of negative effects, from labor shortages to port closures, experts began calling our supply chain situation a “crisis.”
The sector that has been hit the hardest, according to recent reports, is manufacturing. The current crisis has amplified supply chain weaknesses, causing an eruption of disruptions. Unprecedented supply shortages, rising demand and labor issues have all thrown off the delicate balance of our system, creating a domino effect of challenges from production, to warehousing, to shipping.
Today, manufacturers struggle to source high-quality goods and raw materials consistently. The counterfeit market is growing. Late deliveries have become the norm. Major supply chain hubs are facing backlogs longer than a cargo ship traffic jam.
While there are rumors that the end of these challenges may be in sight, our world has changed. New technologies are expanding as more companies aim to boost their resiliency and thwart future crisis. We are connecting once disparate sectors of our operations to gain more insights than ever before.
However, we still have room to grow, which means this is a perfect time for operations to push forward and get ahead.
Go Digital or Go Home
 While current challenges are revealing inherent pitfalls in the supply chain, they are also accelerating adoption of more advanced manufacturing automation and the IIoT (Industrial Internet of Things). The industry has been calling for greater product visibility for years, as consumers, investors and regulators want to know what’s in it, who made it and where it’s from. Leveraging product traceability data analytics can fast-track time to market and lower costs. Still, those initiating digital transformation projects are the minority…at least for now.
While current challenges are revealing inherent pitfalls in the supply chain, they are also accelerating adoption of more advanced manufacturing automation and the IIoT (Industrial Internet of Things). The industry has been calling for greater product visibility for years, as consumers, investors and regulators want to know what’s in it, who made it and where it’s from. Leveraging product traceability data analytics can fast-track time to market and lower costs. Still, those initiating digital transformation projects are the minority…at least for now.
“Just like manufacturers that failed to switch from manual to automated processes during the Industrial Revolution found themselves obsolete, so it goes with the digital era,” says journalist Dennis Scimeca in IndustryWeek.
What’s more is that companies don’t just need to adapt, but do it in the areas that will have the greatest impact. Recent PwC research found that while most companies understand the risks, they’re not taking the most effective actions to mitigate them.
For instance, while 27% of respondents cite “Securing raw materials from suppliers” as a major risk, only 10% say they’ll increase their responsiveness and resilience over the next 18 months. Furthermore, rather than focusing on long-term investments like manufacturing digitization and automation, more than half of the surveyed companies are instead concentrating on increasing efficiency and reducing costs.
The problem is that near-term solutions only temporarily patch the hole. To move their organizations forward and combat the key challenges at hand – such as late deliveries and product counterfeiting – manufacturers need long-term strategies that can transform their business. How can operations mitigate the risks they face right now, while also positioning themselves for future profitability?
Connecting the Dots
As we work to repair the broken links in the supply chain, we’re all increasingly aware of the interconnectedness of the manufacturing ecosystem.
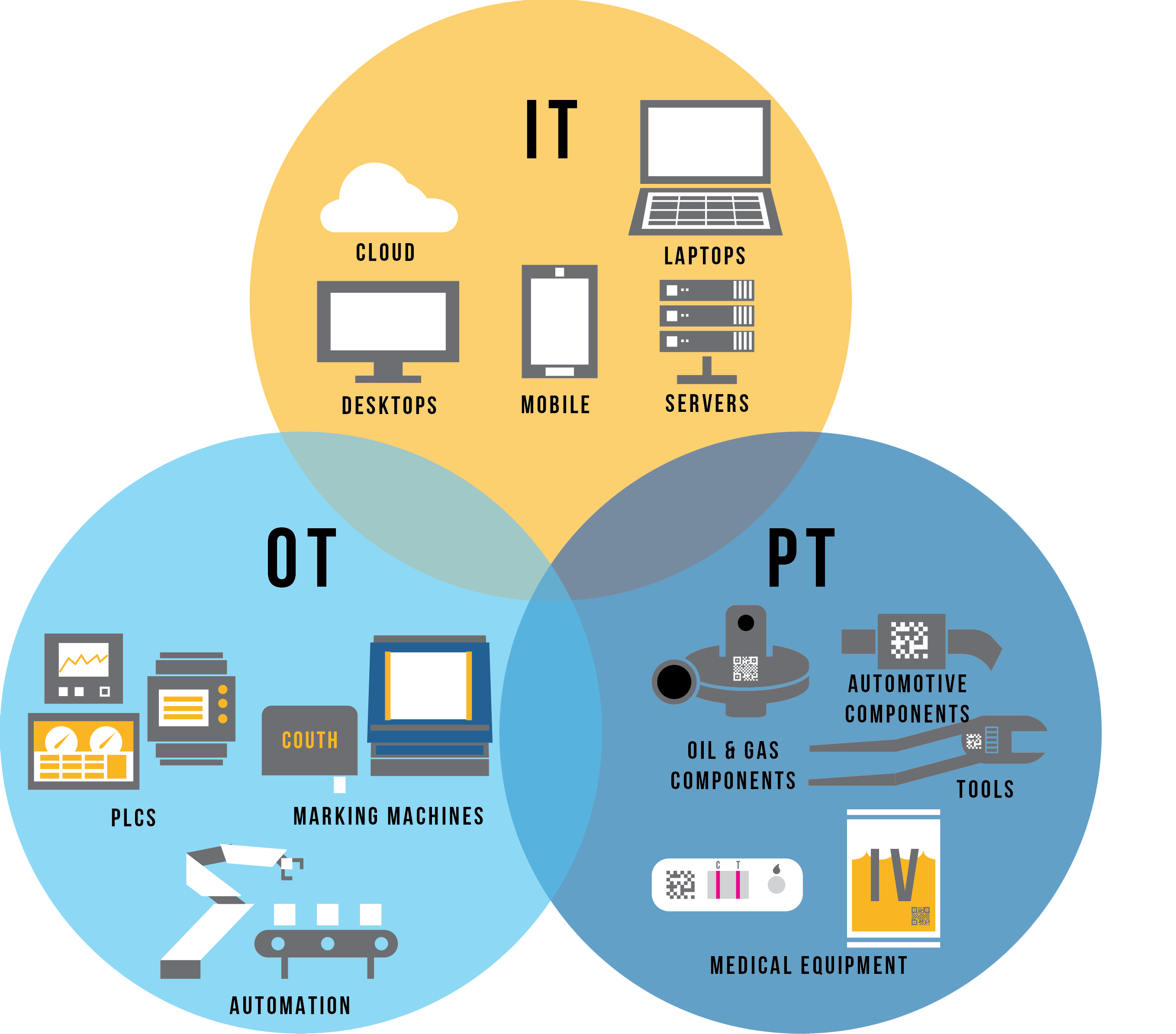
The IT/OT convergence, combining Information Technology (IT) and Operational Technology (OT), is even more critical in our current supply chain environment.
According to Rockwell Automation, a company that has been a leader in driving the idea IT/OT convergence for industrial operations, it means “better data visibility and utilization, full realization of system and software ROI, and enhanced cybersecurity. It’s also a key enabler for industrial companies to achieve their digital transformation goals.”
Digital transformation is helping operations mitigate supply chain risks. Connecting ERP software with PLCs and machines can automate processes and provide data insights into how systems are functioning and give operations the ability to make real-time decisions. Operations can track overall equipment effectiveness, monitor machines and anticipate resource needs.
IT/OT convergence is the future – but it’s not the full solution. Why? It leaves holes in the industrial data story. For example:
• How do you know if you have enough parts inventory with constant delays? (Or is the inventory there and you don’t know it?)
• How can you help avoid delaying product shipments to your customer because of product quality or operational efficiency issues?
• How can you improve relationships with your customers by providing more accurate delivery dates?
The missing link, the answer to fully connecting industrial operations to deliver maximum benefits, is “PT” or Part Traceability.
Why Part Traceability is Critical
Part Traceability (PT) is the process for locating components and their appropriate history throughout their life. It’s become a critical capability to manufacturers struggling to overcome supply chain and other operational challenges.
 Take the automotive manufacturing process for instance. There are thousands of components that make up that product. A quality issue or late delivery from a supplier at Factory A will most likely affect Factory B, Factory C and so on. It is a compounding effect that ends with not only unhappy customers but, in some cases, also costly audits and lost customers.
Take the automotive manufacturing process for instance. There are thousands of components that make up that product. A quality issue or late delivery from a supplier at Factory A will most likely affect Factory B, Factory C and so on. It is a compounding effect that ends with not only unhappy customers but, in some cases, also costly audits and lost customers.
What if Factory A had a PT system that could allow it to track and trace its parts? It could proactively alert Factory B of the late delivery. Factory B could adjust its timetables and avoid having to source an alternative part. Factory C would receive the high-quality product it expects from its vendors.
Basic PT can be as simple as serializing parts. The only way to achieve permanent traceability is with component-level direct part marking. This process uses laser marking or an impact marking method known as pin marking to create durable marks on a wide variety of materials and products, from solid metal car engines to delicate plastic medical devices.
PT is essential to supply chain traceability. Component-level marking using a serial number, 2D Data Matrix and other unique identifiers make a permanent identifier on that part that operations can use to verify product for the life of the part. With some additional equipment and processes in place, companies can connect the part to a database, allowing it to be tracked through plant-level operations to final assembly and then traced for the life of that product.
PT with direct part marking has made it easier for manufacturing companies to digitally transform their operations, as well as make day-to-day improvements. For advanced operations, complete traceability involves creating discrete part marks at the soonest possible moment in the manufacturing process, enabling a digital connection from individual components to the final assembly.
Other companies that are just starting on their traceability journey can still make incremental changes that optimize daily operations. Implementing traceability in smaller, more realistic phases can begin at the lean cell level and then scale up. As they expand their system, they expose more of their manufacturing process to traceability. Over time, they can build a complete traceability system that can adapt to their evolving needs.
Completing the Circle: PT, IT, OT and the Supply Chain
Today’s supply chain is a worldwide network that requires synchronized, strategic efforts to manage cross-border transactions and keep businesses running efficiently and profitably.
Bringing IT and OT together is one part of the solution. It aligns data, allowing operations at different stages of the production cycle to function more holistically. Most factory equipment is controlled through programmable logic controllers (PLCs) to automate processes in assembly lines. Using an Ethernet-based integration solution, manufacturers can connect their PLC to their laser or pin marking device.
By adding PT to the solution, companies can ensure:
• Greater visibility and accountability throughout the supply chain
• A documented data trail of each product, its history, components, quality, and safety
• Proof that products meet certain standards or comply with industry regulations
• Enhanced inventory control and on-time deliveries
• Ability to spot production issues or trends, isolate defected products and make proactive improvements.
Moving Forward
Manufacturers opting for near-term plays, such as increasing efficiency and reducing costs, may be relying too much on their defense. Instead, focus on more offensive moves with strategies that add longer-term value. First, build an infrastructure that can support IT, OT, and PT technologies. Then, scale up to adopt more digital technologies and automating processes and analytics.
If there’s any doubt that the IT/OT/PT convergence is the right direction for manufacturing companies, think of this: A major global trade route came to a standstill when the stranded 400-meter cargo ship carrying more than 18,000 containers blocked the Suez Canal in 2021, along with 369 other ships. The companies that knew which ships were carrying their cargo were able to quickly reroute shipments to minimize supply disruption. Those that lacked visibility were hit hardest.
While we still don’t know how long the current supply challenges will last, just knowing they can happen is reason to imagine new ways of mitigation for our future.